
supplied to customers and end-users are safe, durable, and high-performing products. Because of this obligation, it’s important that the materials and components meet health and safety standards.
For molded parts, such as those made with liquid silicone rubber, this means minimizing volatiles as much as possible during the manufacturing process.
This guide explains what volatiles are, how to reduce volatiles in molded components and benefits.
Table of Contents:
- What are Volatiles?
Methods to Reduce Volatiles in Molded Components
What Are Volatiles?
Volatiles are chemical elements or compounds that readily vaporize. In the context of molded components, such as Liquid Silicone Rubber (LSR) injection molding and other molding processes, volatiles are the toxins or impurities that sometimes appear in the molded parts.
Examples of volatiles might be flammable, low-molecular siloxanes and peroxide byproducts.
Volatiles are often the byproducts of the decomposition or depolymerization of the molded material. Vaporized monomers, residual solvents, degradation byproducts, dissolved air and moisture, and other contaminants and impurities can also cause volatilization. Plastic materials such as nylons, acrylics, and cellulosics are highly hydrophilic and therefore prone to water-related volatile formation.
What Methods Are Used to Reduce Volatiles in Molded Components?
Because volatiles in molded components can contribute to a wide array of issues, manufacturers of food and beverage and medical/healthcare products are requiring their component suppliers to limit the volatiles in the components supplied. Component manufacturers therefore need dependable methods for minimizing their occurrence and mitigating their harmful effects.
Below are a few common methods used to minimize the volatiles in molded parts:
Post-Curing
One of the most common methods for reducing volatile concentration in molded parts is post-curing. The purpose of post-curing is to accelerate the elimination of volatiles from the molded parts.
While usually, volatiles creeps out of molded parts gradually over time, post-curing drives the volatiles out of the component before the customer receives it. This means customers are using parts that inherently contain fewer volatiles and will not deteriorate over time.
How Does Post-Curing Eliminate Volatiles?

The post-curing process consists of heating the molded components at high temperatures for several hours. Post-curing generally occurs after the part has already cured for hours at room temperature.
The heat speeds up the normal curing process, reduces volatiles and can also help to maximize the finished parts’ physical properties. The high heat used in the post-curing process also helps to ensure dimensional stability, this is especially important for parts with tight tolerances, such as components used for medical devices, baby and food and beverage products, respiratory masks, and healthcare products where the amount of volatiles is limited and levels are closely monitored.
1. Inline Continuous Oven Curing
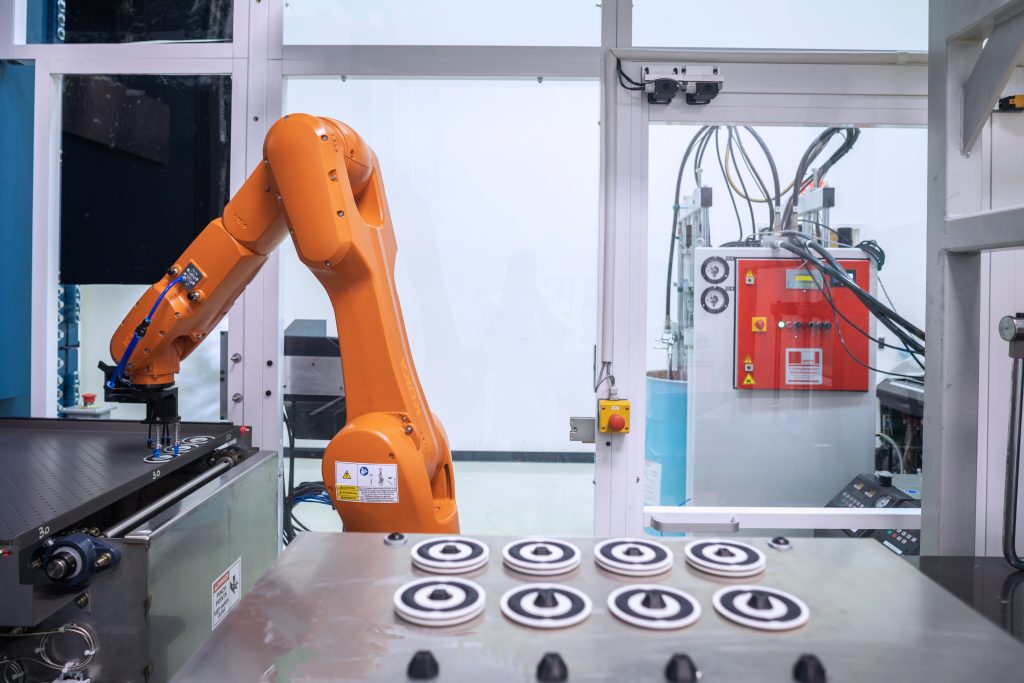
Automated inline post-curing using a continuous oven is a highly efficient method of post-curing for reducing or eliminating volatiles completely.
The oven is located within the manufacturing cell. After each molding cycle, the molded parts are robotically removed from the molding machine and staged for transfer into the post-curing oven.
Once the parts have completed the post-curing process they are robotically removed. This in-line process streamlines the curing process, maximizes yield, and provides precise, consistent temperature control.
The use of an inline continuous oven for the post-curing process as a part of the production process helps you produce quality products with low volatile concentrations, without spending excessive time on post-curing.
Benefits of Post-Curing: Mechanical and Chemical Changes
As mentioned, post-curing methods help remove volatiles and accelerate dimensional stability in molded components.
Here are a few of the mechanical and chemical changes observed in molded parts after post-curing is complete:
- Better alignment of particles
- Increased cross-linking
- Greater flexural strength
- Improved tensile strength
- Increased heat distortion temperature
- Enhanced dimensional stability overall
2. Off-Line Processes
There are off-line methods that can also be used for post-curing which take place outside of standard part production processes.
Some off-line processes used for removing volatiles use pressure for post-curing rather than heat.
Leveraging pressure for post-curing requires the use of a vacuum. Typically, this process uses a vacuum bag with breather assemblies. Vacuum bagging enhances off-gassing in the polymer and minimizes voids and volatiles.
Other post-curing processes, especially those used for high-performance thermoset polymer parts, require the application of both heat and pressure. This method generally requires the use of an autoclave.
Autoclaves, also well known for their use in steam sterilization, can be expensive to purchase and operate. Still, an autoclave is useful because it can cure many parts simultaneously and it can be linked to a computerized control system that monitors its pressure, temperature, vacuum, and inert atmosphere.
This system promotes efficiency in the removal of volatiles by allowing for remote supervision.
3. Using Low-Volatile Materials
Specialty grades of thermoplastics and elastomers are emerging that offer low concentrations of volatiles and can reduce the need for post-curing.
In some cases, depending on the application, low-volatile materials may also be used in conjunction with post-curing processes.
It’s important to note that existing product approvals and certifications for post-curing remain unchanged since the low-volatile materials retain the same mechanical, physical, and chemical properties of traditional materials. Low-volatile materials also retain the same injection molding and mold release characteristics.
Pros and Cons of Low-Volatile Materials
Pros:
- Reduced or eliminated post-curing time
- Reduced or eliminated post-curing cost
- Reduced shrinkage after post-curing
- Reduced fogging
- Increased production efficiency
Cons:
- Post-curing is a relatively new technology
- Limited manufacturer availability
Industry- and Product-Specific Limitations
Certain industries, applications, and products have specific volatile limitations and standards that must be abided:
- Food-related products
- Automotive industry
- Health care industry
- Consumer products, specifically baby products
Post-Molding Operations from SIMTEC Silicone Parts
When you need a manufacturing partner that is reliable, ISO certified, and offers added value, trust SIMTEC to provide LSR component solutions that will meet or exceed your expectations.
Our automated, lights-out capable customized manufacturing, experienced project- dedicated teams, and value-added services allow us to deliver high quality components that meet your exact specifications.
We are experts in LSRs and liquid injection molding (LIM) and offer an extensive range of technical capabilities, from design and prototyping through production and value-added services – including inline post-curing.
Contact us today to learn more about reducing volatiles in molded components with our post-curing services.