Liquid injection molding (LIM) is a fabrication process that uses special molds and injection molding machines to form liquid silicone materials into a broad range of components and products. Unlike the common reaction injection molding process that relies on pressurized impingement mixing, liquid injection molding uses a metered mechanical mixing process that is used primarily with liquid silicone rubber (LSR) and similar liquid-state elastomeric materials.
Injection molding high-consistency rubber (HCR) is one of the earliest elastomer processing method used to produce silicone rubber parts, and it continues in widespread practice around the globe. However, the liquid injection molding process has become the preferred process because of its processing, part design and performance advantages. LIM is a very accurate, clean injection molding process that can facilitate a high level of automation. Additionally, with LSR liquid injection molding, product designers have added part design versatility and the superior end-product performance — durability, tensile strength, and flexibility.
When is Liquid Silicone Rubber the Best Choice?
One of the primary advantage of liquid silicone rubber elastomers. LSR materials are offered in a wide variety of grades: general purpose, food-grades, medical, self-adhesive, low-volatile, optically clear and numerous other specialty grades, each in a range of durometers – from very firm to very soft. Liquid silicone rubber elastomers are also inherently insulative offering superior heat and flame resistance ideal for electrical, automotive, and industrial applications. LSRs are also naturally biocompatible and hypo-allergenic making them a choice material for skin-contact products. LSR’s physical properties are also a key factor contributing to their popularity. Due to its high compression set, an LSR part will maintain its original shape after numerous compressions/uses, even in extreme high and low temperatures – a differentiating factor between liquid silicone rubber and other elastomeric polymers. These highly versatile silicone materials are naturally translucent white in color however they can be pigmented in a variety of colors.
Just about every industry imaginable has discovered the opportunities that LSR and the liquid injection molding process offers for their products, including:
- Seals, gaskets and thin membranes
- Insulators and cushions
- Valves and bladders
- Respiratory masks
- Syringes and IV components
- Wearable health monitoring devices
- Electronic components
- Food and beverage products
LSRs thermal and mechanical properties, and its chemical-, sterilization- and electrical resistance offer universal appeal for use in a broad range of industries and their products.
How the Liquid Silicone Injection Molding Process Works
The materials commonly used in the liquid injection molding (LIM) process are . The LIM process requires the use of a spring-loaded pin nozzle to help prevent the machine hardware from becoming clogged with materials. The spring-loaded mechanism permits the injection pressure to be higher than the pressure of the injection barrel, which keeps the channel unblocked.
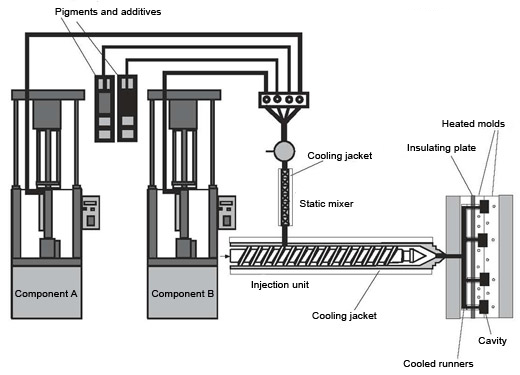
Utilizing a pump, the liquid injection molding (LIM) method brings together an apportioned mixing and dispensing of a two-part, platinum cured liquid silicone rubber. One plunger holds the base forming polymer (Part A), the other plunger contains the catalyst (Part B). Each will be pumped into a static mixer, which triggers the mixing reaction know as vulcanization. If color parts are being produced, a third plunger of color pigment is added.
The liquid mixture is then injected into a sealed mold where the cavities are heated. The material starts out as a fluid and is then heated within the mold to initiate curing. Once it hardens, the molding machine ejects the nearly finished part.
Thermoplastics operate in reverse. The materials are heated in the injection barrel to their melting point and then cooled in the mold.
Many manufacturers use computer-aided design (CAD) tools to optimize designs and check integrated components. Simulation software helps determine the most efficient and effective processing regimen to ensure the LIM process is fully optimized and pitfalls avoided. Thermal imaging technology can also help pinpoint potential production issues and help prevent molding defects and design irregularities.
Liquid Injection Molding Machines
Liquid silicone rubber injection molding machines are specifically designed for injection molding LSR materials. Liquid silicone rubber elastomers consist of two components — “A” and “B” and are received and remain in two separate drums until combined during the molding process. The following are the key elements of a liquid injection molding machine:


- Supply drums: The liquid silicone supply containers, or plungers, connect to the pumping system. A third container is added with liquid color pigment for molding color parts.
- Metering units: The metering device pumps the two liquid material components in predetermined ratios, which ensures a concurrent release at a steady ratio.
- Mixers: The individual A & B liquid material components are pumped into the mixer upon passing through the metering unit for exact proportioning. The blended material is pressurized and injected into the mold.
- Injectors: This device pushes the LSR material into the pumping mechanism under pressurized force. The pressure and injection rate can be adjusted if needed to fine tune the process according to the project specifications.
- Nozzles: The liquid compound flows into the mold through a nozzle that has an automatic shut-off valve. This valve prevents the mixture from leaking or the mold from overfilling.
In an ideal production environment, the liquid injection molding machine and parts handling equipment are automated for maximum accuracy, consistency, and productivity. The process parameters are optimized and digitally established for a stable process. Any ancillary equipment used for parts handling or inline secondary processes are contained within the molding cell.
Design Guidelines for LSR Injection Molding
Designing parts that will utilize the LSR injection molding process for the parts production requires design planning. The following are the nine design considerations that should be considered for LIM.
Initial Design Considerations
Silicone materials are elastic, have a high viscosity and therefore flow easily. These factors can result in flashing during molding. Gating and venting are examples of important considerations in mold design that will impact flash.
Since silicone is elastic in nature, demolding (parts removal from the mold) can be challenging. For LSR applications, ejector pins are used differently than in thermoplastic molds where they are used to eject the part from the mold. Ejection mandates the use of force and can cause hot tearing with silicone materials. Typically, silicone molds consist of multiple plates – stripper plates, three plate and two plate molds that assist in removing the parts. Automated robotic take-off systems utilizing grippers, brushes, and air, provide solutions for parts removal without tearing or damaging the delicate parts. LSR part designers are also recommended to utilize undercuts in their part designs to assist in part removal. Material shrinkage is another consideration to keep in mind. Most materials shrink to some degree however silicone shrinkage rates are high compared to standard thermoplastic materials. Depending on the grade of silicone, material shrinkage rates will vary. This can make it tough to identify the precise shrinkage rate. The use of mold simulations and prototypes can be beneficial to the design process.
Effective LSR Part Design
As with any manufacturing process, the LSR molding process starts with proper part design. Those familiar with designing parts for injection molding should find the design elements of the silicone rubber injection molding process to be alike. However, LSR has a very high shrink rate, and the material tends to flash very easily during molding. The mold designer can mitigate these issues by planning the correct tolerances and assimilating extra elements into the mold design to help reduce flash.
The liquid molding process offers part designers greater freedom in comparison to conventional injection molding processes. LIM parts do not require the use of high heat and pressure to melt the material, which allows for a consistent flow of LSR into the mold. As a result, the designer has more flexibility allowing for thin membranes, thick to thin sections, and tiny micro sized parts. High cavitation molds are also possible increasing the number of parts that can be molded in each mold cycle, maximizing productivity.
The design process determines up to 80% of product development costs and impacts quality, reliability, functionality, serviceability, and manufacturability. The design also has a bearing on time to market, and plays a crucial role as a driver of competitive advantage.
Designing molded components involves a comprehensive task, which encompasses a variety of factors associated with the requirements of the part. It entails asking and answering a series of questions, including:
- How will the part be used?
- How does the part work with other components?
- What are the weight, structure, impact, and load requirements?
- Are there any environmental conditions that must be considered?
- What are the cosmetic requirements?
- Does the part have any unusual characteristics?
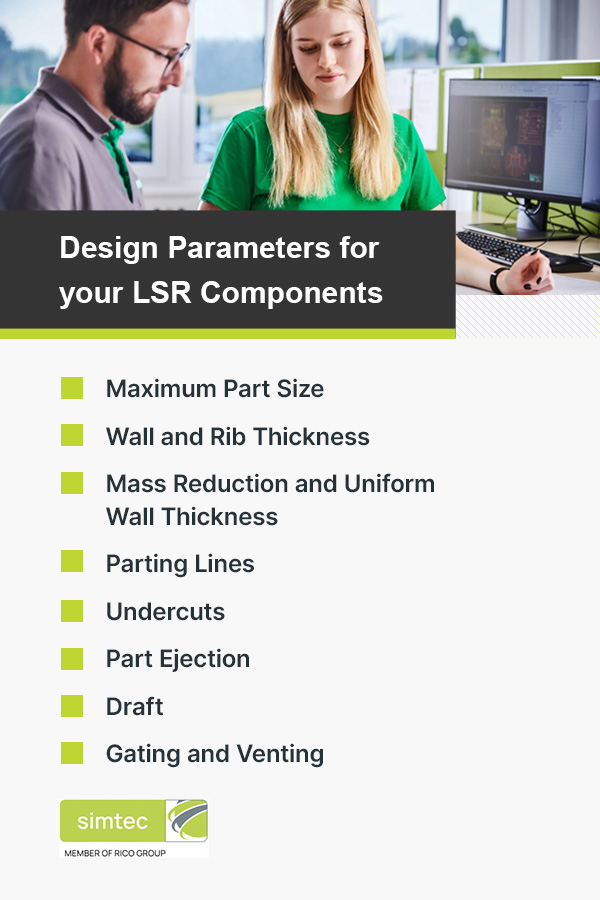
It’s important to consider the design parameters for your LSR components. The below nine considerations.
1. Maximum Part Size
The following are approximate part sizes:
- 5 inches-by-5 inches-by 2 inches (127-mm-by-127-mm-by-50mm)
- No deeper than 2 inches (50 mm) from any parting line
- Maximum projected mold area of 17.6 square inches (113.55 sq cm)
- Maximum part volume of 4 cubic inches (65.55 cc)
2. Wall and Rib Thickness
LSR has the capability to fill a thin wall section with fewer challenges. Parts can have a thin wall, depending on the size of the wall and the location of contiguous thicker sections.
Rib thickness should be thicker than the adjacent walls. The radius of inside fillets should be near the thickness of the wall because smaller or larger radii may cause porosity.
3. Mass Reduction and Uniform Wall Thickness
Liquid silicone rubber has a superior ability to accommodate deviations in the wall section and it has almost no sink. Despite this, the same rules for standard plastic part design should be observed.
4. Parting Lines
Determining the location of the parting lines is one of the initial steps in the tooling process. To make the process easier, minimize parting lines to produce cleaner parts and save time.
5. Undercuts
One of the key benefits of LSR molding has to do with the ability to create parts with undercuts. Most undercuts can be removed with minimal effort. Each part is evaluated on a case-by-case basis for viability.
6. Part Ejection
LSR molding does not require ejector pins like the standard practice with thermoplastic molds. When designing the part, the entire part is retained on one half of the mold when it is opened at the end of the molding cycle. Under ideal conditions, the part features will rise above the parting line surface, which makes the part easier to demold.
7. Draft
For ease of the manufacturing process, LSR parts require draft similar to plastic injection molding. Zero draft can be used occasionally on shallow components. If mold construction allows, the inherent characteristics of LSR allow more flexibility with draft rules than with thermoplastics.
8. Gating and Venting
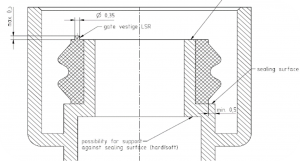
The shear thinning characteristics of LSR parts require small gates compared to injection-molded parts. Although it’s not an absolute rule with liquid silicone rubber, a gate should feed the thickest cross-section of the component, like thermoplastics. Most LSR gates use some type of edge gate. Gates typically leave a mark or blemish, therefore gates should be placed on a surface that is not dimensionally or aesthetically important; alternatively a recess can added for location of gate.
9. Expected Tolerances
Well-designed parts usually have a linear tolerance of 0.025 mm/mm. Flash allowance also needs to be considered.
In addition to optimizing the design of a component, it is also crucial to select the right material.
Material Selection
One of the most critical factors to consider for successful silicone molded components is material selection. Standard or general–purpose grade LSR does not have a high fill of silica, which makes it appropriate for applications that require basic physical characteristics. Advances in LSR materials have led to expanded material choices with grades offering significant improvements in the product beyond attributes, such as thermal stability, rubber-like qualities, and resistance to aging.
The addition of additives and other fillers give LSR the capacity to endure higher temperatures, oil, and other fluid environments. With the addition of phenyl units, LSR has greater capabilities in low-temperature settings. Adding phenyl fluid reduces the coefficient of friction, as the fluid gradually bleeds out, the part will have an oiled slick surface. Some grades of LSR impart low friction chemically, which eliminates the need for fluid to bleed to the surface of the part.
Recent LSR technologies have further broadened the scope of LSR applications. Self-adhesive LSR materials allow for the integration of LSR with other polymers and substrates within the LIM process. LSR two-shot and multi-shot, and LSR over-molded applications utilize self-adhesive liquid silicone rubber grades to bond with thermoplastics and other substrates during the molding process, eliminating the need for a separate primer. In addition to primers requiring a secondary step to apply the primer, the chemicals used in the primers can be hazardous to workers and the work environment.
There are many different types and grades of liquid silicone rubber available from which to choose the one that will best fit their product needs – from tacky to soft touch and various degrees of hardness. Other considerations for analyses include the material’s chemical compatibility and wear resistance, and meeting environmental and performance criteria.
Material Specifications, Grades, and Durometers
With its unique properties, silicone is an excellent option for various types of components. Silicone is biocompatible and conducive for medical, healthcare, and consumer products that will come in contact with in the body. What differentiates medical grade silicone is its use in healthcare-related components, requiring sterilization and adherence to medical standards.
Thermoplastic molding requires temperature control, and typically, mold temperatures should not exceed 170 degrees Fahrenheit. Comparatively, LSR should be heated to 320 to 450 degrees Fahrenheit for curing the material.
Silicone has a highly elastic nature, which enables it to offer elongation of up to 1,000% on certain high-grade materials. When removing it from the mold, high elongation can lead to difficulty, though it can also help result in more significant undercuts during part ejection. Additionally, silicone is non-conductive, providing unique thermal and electro properties compared to other materials.
When choosing a grade of silicone rubber, its application is an essential aspect to consider. With medical and healthcare components, sterilization and implantability should be among the top priorities. With most products however, durometer is a crucial mechanical property to consider when choosing a material.
Durometer is the silicone’s hardness, which corresponds to other properties like its elongation and modulus. Manufacturers offer variations in their materials’ properties, and they generally specify them by the grade and durometer.
Durometer is essentially the material’s viscosity. For example, the highest durometer silicone will have a lower flow of bubbles, while lower durometer silicone tends to offer a higher viscosity. Silicone grades can be found in a wide range of variations, with several applications for general use, food, medical purposes, specialty, and implantation.
When designing LSR products, it is important to take into consideration the design parameters related to liquid silicone injection molding. Simulation software such as mold flow simulation, FEA (Finite Element Analysis) and others simulate the molding process and can provide useful predictive data for incorporating in the part and mold designs and molding parameters. Choosing a manufacturing partner with simulation tools and that is knowledgeable and experienced with LSR and LIM parts production can eliminate the guesswork and optimize the manufacturing process.
Let’s look at the nine design parameters that must be considered:
1. Part Size
Large-volume production runs may require a long curing period for silicones compared to smaller-volume productions. Component dimensions and size can influence the ejection and molding process. For instance, parts with thin geometries could be subject to surface irregularities or imperfections during manufacturing, but using finishes can decrease the chances of this happening.
2. Wall Tolerances and Thickness
Tighter tolerances for LSR injection molding require consideration because of flashing and the material’s liquid nature. Thin walls are achievable, depending on the wall’s size and position in the component.
LSR typically fills in thin walls. Smaller linear tolerances may be achieved with other materials like resin, but use of specialty precision molds can offer an advantage for LSR injection molding. Wall tolerances vary depending on where the mold comes together and the size range.
3. Shot Size
Shot size is the amount of material injected into the mold from the injector barrel. In thermoplastics injection molding, resins will degrade in the barrel with increased residence time, therefore shot size is very important. Degradation in the barrel is not an issue with silicone, they are stable and heating takes place in the mold. In LIM, shot size consideration relates to ease of flow of the material into the mold cavities and flashing.
4. Dimensional Accuracy
All parts need dimensional accuracy. Prototypes can streamline production costs and times by optimizing and refining a component’s design prior to mass production.
For instance, shrinkage values can be found by testing the material used in the finished product and by using prototyping. Doing so can achieve a guideline for the required values that can be used in the design stage.
5. Shrinkage
The product’s quality will be affected by the silicone’s shrinkage rate. Shrinkage is challenging to predict and requires significant adjustment before production. Beyond shrinkage during curing, other factors may influence the shrinkage rate, including the mold’s temperature during ejection and molding.
The compression of the LSR and pressure in the mold cavity can also affect the overall shrinkage rate, along with the material flow’s direction from the injection point. Because high shrinkage rates can take place, shrinkage adjustments in the design phase are essential.
6. Undercuts and Drafts
Extracting the component out of the mold in the ejection phase is a process that can be improved by using drafts, depending on the component. Many silicone rubbers provide several mechanical properties and drafts are often not necessary.
When designing a component, draft locations so they do not limit the mold’s parting line. This can help increase manufacturability.
LSR molding offers the ability to create parts with undercuts. With liquid silicone molding, undercuts are attainable offering designers added flexibility in complex part geometries.
7. Split Lines or Parting Lines
As with traditional thermoplastics, designing parts using silicone tends to require smooth surfaces. Parting lines are where the mold halves come together and close to form the part.
The mold produces a single core in the component’s geometry, preventing flashing or lines from occurring where a part will be molded. A parting line should align with a parting surface in gaskets and seals to avoid fluid passing across the seal or along the line.
8. Gates
LSR parts usually require smaller gates as a result of the material’s properties. Gates feed into the component’s thickest section.
Because a gate can result in vestiges on finished components, gates should be placed on a surface that is not aesthetically nor dimensionally critical to the function of the part. If this is unavoidable, a a recess can be added for the gate to mitigate this problem.
Depending on need, vents are used to prevent trapped gas, and overflow areas to help alleviate filling issues can also be useful in the mold design process.
9. Aesthetics
The placement of gates and undercuts are used to help reduce common surface irregularities or blemishes that can occur in the molding process. Tooling and mold finishes can also improve a product’s appearance.
Silicone rubber is versatile and available in a variety of grades and colors. Sometimes, a machined finish in the mold cavity can decrease the requirement of mold release agents and provide smoother surfaces. When applied in mold cavities, special textures can also enhance the finished product’s surface features.
Prototyping
Prototypes can be crucial to the development process of liquid injection molded parts, as they can save both time and money by making it possible to evaluate a part’s form, fit, and functionality. The primary objective during the prototype stage involves the identification of any part performance or production process issues prior to the full-scale manufacturing phase.
The prototyping technologies for plastic injection molding range from traditional CNC machining to various full-range, additive manufacturing rapid prototyping technologies, including traditional CNC machining and 3D printing. 3D printing includes Stereolithography (SLA), which works well for evaluating part sizing, fit, and function, as well as providing a finished part for marketing campaigns. Fused Deposition Modeling (FDM) prototypes provide conceptual and engineering models, as well as functional testing capabilities.
LSR Material Inspection and Testing Protocols
To verify that the quality control standards for silicon rubber liquid material are met and that the component material can carry out its purpose, the tensile properties of thermoset rubbers and thermoplastic elastomers must be tested. The testing standard is ASTM D412, which consists of two test methods — A and B.
- Method A: This is the most prevalent testing approach for silicone rubber liquid. It tests a dumbbell-shaped sample on a universal testing machine, which has standard clamps.
- Method B: This method employs a ring specimen that requires a special clamping mechanism.
There is also a variety of inspection and testing equipment used in a quality lab:
- Elastomeric physical properties testing
- Elastomeric rheometer
- Optical CMM (Coordinate Measuring Machines)
- Video microscope
A testing program should also include the sampling of parts, materials, and processes to obtain qualitative data.
Pilot Production
When the design is frozen and a sizable quantity of near production-quality samples are required for final stages, the pilot production process can be utilized. Minor modifications can be made to the mold and the process refined if necessary.
Once you have the tooling and processes refined, you can easily fine-tune materials and color without any problem. The attention given to the official pilot production stage will have a direct impact on the efficiency and effectiveness of the manufacturing process. Applying the lessons learned and production data from the pilot production process to the production process speeds up the establishment of a stable process and full-scale production reducing both manufacturing costs and time, and shortening time-to-market and delivering the best product possible.
Full-Scale Production
The LSR injection molding process and technology are unique and very different from thermoplastics injection molding. Thermoplastic experience cannot substitute for LSR expertise in part design, mold design, and the manufacturing process because of the unique material characteristics and challenges of the liquid injection molding process.
For instance, silicone has stringent tooling standards, which can mean numerous challenges with gating, venting, and the increased risk of inadvertently damaging components. Methods also vary from supplier to supplier. Some molders have a manual process while others use flash-free tooling and an automated molding process. Each method has its advantages and disadvantages. The use of LSR is rapidly expanding, parts are getting smaller, thinner and have added complexities. Vetting and choosing a partner that has the LSR knowledge, experience, technology and quality needed for your products is an absolute necessity.
Evaluation and Quality Control
To ensure consistent high-quality parts, a sound quality plan, a stable and controlled molding process, and the utilization of quality tools and best practices should be employed. Visual inspection, functional testing and ISO-certified practices are integral elements.
ISO 9001 quality standards protocol is used to assure that all product output meets the criteria determined by the customers’ product specifications and delivery conditions, as well as in-house engineers and industry best practices. To understand the processes and products, the evaluation and quality program depend on a data-driven approach and continuous assessment based on proven, scientific concepts, and best practices. The quality program should include:
- Document and data control to ensure the most current, accurate information
- Material traceability, inventory control and material testing
- Controlled and stable process to get part production right the first time
- Part inspection and testing
- Non-conforming controls to avoid shipping inferior-quality parts
- Handling, warehousing, packaging, and preservation
The idea is to fully document all stages of material procurement, product manufacturing, and distribution.
For more information about quality best practices for LSR injection molded parts, check out SIMTEC’s free Quality and Metrology for LSR parts webinar video.
How Does LSR Compare to Other Rubber Elastomers?
LSR vs. HCR
LSR is received in a liquid received and received in two parts. HCR materials are available as compounds and already pre-mixed and partially vulcanized.
The LSR liquid injection molding process is a very accurate and stable process. After passing through multiple cold runner systems, the compound is pushed into a heated cavity, which is where the vulcanization occurs. The cold runner technology removes material waste. Cooling the material enables the production of LSR parts with almost no material waste, eliminating the need for trimming operations and resulting in significant material cost savings.
Comparatively, HCRs are processed via transfer molding in a high-cavity press mold. As a result, there is less material control and consistency, leading to higher part variability. HCR materials are also processed at higher temperatures and need a longer vulcanization time, making them less energy efficient and less environmentally friendly.
LSR adheres to plastics and metals, making it the ideal material for the two-shot and multi-shot LSR injection molding technology. This process enables consistency, a superior bond, and ensures that each component will demonstrate the required performance and characteristics.

Contact SIMTEC Silicone Parts
At SIMTEC, we produce custom, high-quality LSR parts and . We produce parts for the medical, automotive, industrial and consumer markets. Contact us today or download our informational guide to LSR.