Choosing the right injection technology for LSR molding is key to a successful part, especially in the case of directly gated components (no sprue). The two most popular systems involve open nozzle systems and valve gates.
For larger parts (weighing 200 grams or more), a valve gate system offers the advantage of a clean gate area. For open nozzle systems, the gate location is visible at roughly 0.7 mm in diameter and 0.5 mm in height. Although, on smaller parts, the gate size could be closer to 0.25 mm and 0.3 mm for open nozzle systems.
With high cavitation molds (16 cavities or more), the valve gates tend to have greater imbalance during the injection process, due to the friction of the many moving parts. Maintenance on high cavitation molds that use the valve gate technology can be very time-consuming, whereas open nozzle systems are seen as virtually maintenance free. But, depending on the application, the open nozzle inserts may need to be reworked after roughly 1-2 million shots.
On any multi-cavity LSR mold, filling imbalances result in short shots or excessive flashing, which can be controlled with adjustments to the hold-pressure times for instance. A significant difference between these two gating technologies occurs while the LSR is vulcanizing in the mold. For instance, an open nozzle system allows the material to flow back into the cold runner during vulcanization when the LSR expands, acting as an equalizer. Since the valve gate has to be closed before the LSR solidifies, any filling imbalances cannot be corrected after the needle is closed.
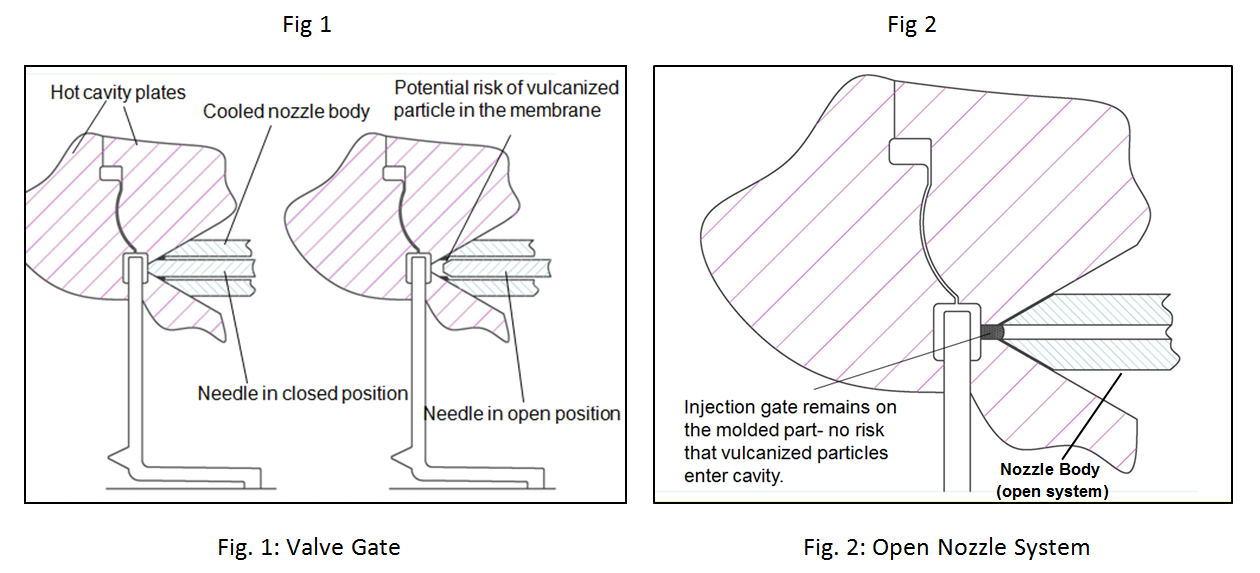
Molding paper-thin silicone membranes can be a challenge for any gating system and are often molded with sprues/ sub runners due to pin holes, wrinkles, and other surface defects. All LSR gating systems, except UV curing systems, have a thermal transition area between the hot cavity and the cold nozzle or valve gate body. Fig. 1 shows a valve gate system that has the potential of harboring vulcanized particles in the thermal transition area. These then may dislodge on the next shot and become trapped in the thin areas of the part, creating pinholes. Alternatively, on open nozzle systems (see Fig. 2), the particles in the thermal transition area will remain attached to the parts themselves. This prevents any vulcanized particles from entering the cavity and creating pinholes or other surface defects.
SIMTEC uses both systems in full-scale production runs and can assist with selecting the gating system that is right for your application.
© SIMTEC Silicone Parts, LLC
The information provided herein is to the best of our knowledge and it is believed accurate and reliable as of the date compiled. No representation, warranty or guarantee expressed or implied, is made as to the accuracy, reliability or completeness of the information provided herein. It is the user’s responsibility to determine the suitability and completeness of such information for the intended use. We do not accept liability for any loss or damage that may occur from the use of this information. Nothing herein shall be construed as a recommendation for uses which infringe valid patents or as extending a license under valid patents.