Liquid silicone rubber (LSR) material has existed since the late 1970s and has become the material of choice for manufacturing silicone parts and products. The distinctive qualities of liquid silicone rubber injection molding differ from molding high-consistency rubber (HCR) and thermoplastic injection molding processes.
What Is LSR Material?
What makes up LSR Material?
LSR is an inorganic polymer formed by silicon (Si), oxygen (O), carbon (C) and hydrogen (H). The main chemical chain called the backbone, is formed by silicon and oxygen, called siloxane. To achieve its final characteristics, catalysts are added during the curing process creating a chemical bond between the backbones called crosslinks. Platinum and peroxide are two chemicals used in this curing process, LSR is a platinum-cured silicone rubber. Platinum-cured silicone rubbers offer benefits over peroxide-cured silicone rubbers including improved tensile strength and tear strength, clarity and consistency, and do not leave behind peroxide residue.
LSR’s versatile properties come from its siloxane bond. The chain offers an inorganic backbone that does not interact with biological materials and can be combined with organic chemical groups. The siloxane bond also helps deliver better mechanical performance and strength.
LSR for Multiple Applications
The inorganic nature of LSR makes it ideal for medical and skin-contact applications, while its ability to combine with other chemical groups allows it to achieve robust performance. For instance, its rebound resilience known as compression set, is the ability to transfer energy after a force is applied and return to its original shape after compression. LSR outperforms many other elastomers and is used in pushbuttons or keyboard applications, and is preferred for pumping applications, especially if in contact with bodily fluids or chemical substances.
Injection molding liquid silicone rubber is a specialized process however because of its viscous nature, it processes easily and is perfectly suited for high-volume production, consistent part quality, and improved productivity. Because of its properties and processability, liquid silicone rubber has become the ideal material for intricate part design features, and demanding, critical use applications.
LSR properties:
- Biocompatibility: Under extensive testing, liquid silicone rubber has demonstrated superior compatibility with human tissue and body fluids and is hypoallergenic, making it a good choice for skin-contact products. In comparison to other elastomers, liquid silicone rubber is resistant to bacteria growth and will not stain or corrode other materials.
- Tasteless and odorless: LSR is tasteless and odorless and can be formulated to comply with stringent FDA standards required for food and beverage and baby products.
- Durable: Liquid silicone rubber parts can withstand harsh conditions, making LSR an ideal choice for batteries and electrical and other components used in automobiles under the hood, and in outdoor applications with exposure to environmental elements.
- Chemical resistance: Liquid silicone rubber resists water, oxidation, and some chemical solutions such as acids and alkali. The material can be used in products that are subjected to cleaning solutions, and that require sterilization using a variety of methods, including steam autoclaving, ethylene oxide (ETO), gamma, e-beam, and numerous other techniques used for medical and healthcare products.
- Temperature endurance: Compared to other elastomers, molded silicone can withstand a wide range of high to low-temperature extremes. LSR will maintain its properties in extreme temperatures ranging from minus 60 degrees Celsius to 180 degrees Celsius. LSR can be found in applications such as dishwashers, showerheads, faucets, and hot water heaters that face a range of hot and cold temperatures.
- Mechanical properties: Liquid silicone rubber has good elongation, high tear and tensile strength, excellent flexibility, and a hardness range most commonly between 5 to 80 Shore A. LSR is perfectly suited for seal applications and products requiring thin membranes used to detect the slightest change in air, gas or fluid flow.
- Electrical properties: Liquid silicone rubber also has excellent insulating properties, beneficial for a host of electrical applications, including rapid growth in EV battery applications. Compared to conventional insulating materials, silicone can perform in far higher and lower temperatures.
- Transparency and pigmentation: Liquid silicone rubber is inherently translucent. Its natural color is white and conducive to pigmentation for producing custom, molded products in a variety of colors.
Industries Using LSR Materials
Liquid silicone rubber injection molding is used in thousands of applications across a variety of industries, including medical, healthcare, automotive, infant and geriatric care, consumer food and beverage, appliance and electronic products, and industrial markets.
While liquid silicone rubber injection molding works well for short- and long-run part production, SIMTEC’s fully-automated LSR injection molding cells are best suited for precision, high-volume production. Many customers in the medical and other industries utilize the injection molding process during the final stages of prototyping to provide near-production quality LSR parts needed for clinical trials and testing, and pilot production requirements.
Some of the largest users of LSR include the following industries:
- Life Sciences
- Automotive
- Consumer Products
- Industrial Applications
We expand on each one below:
Life Sciences

LSR is widely used in medical applications because of its inert characteristics, biocompatibility, and stability in demanding environments. Many products in the life sciences industry have components with intricate details, tight tolerances, tiny part geometries, and heightened cleanliness. Respirator masks, valves, diaphragms, surgical instruments, and drug delivery devices are just a few of the many critical applications where LSR is the preferred choice.
Automotive

In the automotive sector, LSR’s exceptional performance under extreme temperatures and ultraviolet light make it an excellent fit for many components. These might include wire harness seals and connectors, bellows, gaskets, vibration dampeners, housings, and sensors.
Consumer Products

Consumer products specify LSR for its wide-reaching characteristics. This versatile material can create watertight barriers and bacteria-resistant showerheads and faucets, vibration-resistant sealed housings for personal hygiene products like shavers and electric toothbrushes, soft pliable surfaces for headphone and hearing aid ear tips, and is safe and durable for baby bottle tips and soothers. Because of LSR’s ability to perform in wet and dry environments and withstand a wide range of temperatures, it is also commonly used for valves, gaskets, and diaphragms found in many appliances.
Industrial Applications

Industrial products must perform in harsh environments, making LSR a top choice for valves, gaskets, sealed housing and other components used in safety products like smoke detectors and carbon monoxide detectors. For products such as furnaces and gas water heaters where safety depends on delicate membranes capable of sensing even the slightest change, LSR offers the best solution. It can withstand chemicals and high heat without losing its physical form, so it offers dependable performance whether placed in manufacturing equipment, safety devices, or other projects that call for reliability.
Part Design and Materials
By adhering to the fundamental design rules for liquid silicone rubber parts, manufacturers can produce a component that will be easier to manufacture and a finished part that is optimized for enhanced performance. Liquid silicone rubber injection molding differs from traditional thermoplastic injection molding and requires an understanding of LSR’s material properties and processing characteristics. A product designer and engineer must consider numerous functional and structural factors, including:
- The intended use of the part
- How the part fits in an assembly
- The loads the part will experience in the use
The part geometry and design features depend on how the LSR material is heated, enters, fills, and cures within the mold to create the part. Planning for the appropriate tolerances and incorporating additional features in the design can minimize stress and reduce flash. The ability of LSR to fill thin wall sections with minimal challenges and accommodate variations in wall sections can virtually eliminate sink.
Similar to thermoplastics, liquid silicone rubber comes in a variety of types and grades. Depending on the application, customers can choose from a material with varied elasticities and performance characteristics, including a soft or tacky feel, and a range in hardnesses- from highly flexible to firm and ungiving.
General purpose liquid silicone rubber does not have a high amount of silica, which makes it appropriate for the manufacture of parts that require only the minimal physical properties. Mixing additives and other fillers can make LSR suitable for applications that need to endure higher temperatures or fluid atmospheres. Self-adhesive LSR grades used in two-shot and multi-shot and overmolding processing provide a strong bond and eliminate the need for primers or costly secondary operations performed after molding, such as gluing and other physical assembly methods.
LSR Tooling & Molding
Producing a quality, precision-molded LSR part begins with the tooling. Building a production mold entails a combination of CNC milling and EDM (electrical-discharge machining) and uses the highest quality hardened stainless steel. It takes time and a high degree of accuracy to build a production mold capable of withstanding the LSR molding process, which includes three main challenges:
- Precision (viscosity of LSR)
- Temperature (~420 degrees Fahrenheit / 215 degrees Celsius)
- Wear (abrasiveness of LSR)
In the silicone rubber molding process, the production tooling can be the lengthiest step and requires the largest capital investment. However, LSR’s ability to flow into very thin cross-sections, tight radii, and thick/thin features make the mold design a simpler task.
In addition, compared to injection molds for plastics, the surface of molds built for LSR injection molding do not require a highly polished finish, and draft angles are not required to help remove the finished component from the mold. Once the curing or vulcanization and solidification phase is completed, the LSR molded part is removed from the mold without concern for distortion or damage.
Liquid Silicone Rubber Part Production
The liquid injection molding (LIM) manufacturing process is used to mold silicone rubber into a broad array of parts and products. While the traditional reaction injection molding (RIM) process focuses on a pressurized impingement mixing process, liquid injection molding uses a mechanical mixing method that blends a two-component platinum-cured LSR material compound together that flows into a mold.
A primary difference between LSR LIM (liquid injection molding) and thermoplastic injection molding relates to the material delivery. The LSR injection tool is housed in an LSR-specific injection molding press, which is designed for precise control of the shot size and enables the consistent production of liquid silicone rubber components.
Here are the primary steps involved in the liquid silicone rubber injection molding process:
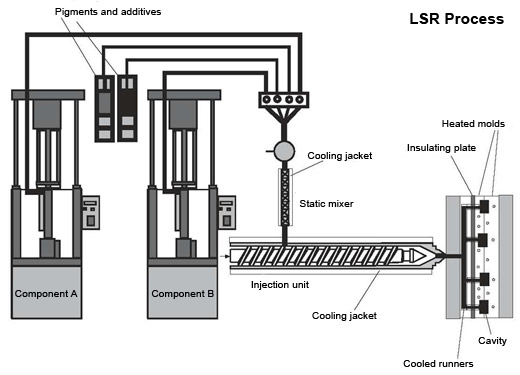
- The uncured liquid silicone is contained in two containers, Compound A and Compound B, which connect to the pumping system. container A holds the base-forming material, and container B contains a catalyst. A metering unit automatically releases the two substances at a constant one-to-one ratio, as well as an additional color pigment for color parts.
- The molder programs and customizes the automated injection-molding machine to control the injection settings for delivery of the appropriate shot size for each job. The platens and pistons align and close the mold and have settings for the temperature, pressure, injection rate, and cycle time adjusted to meet the customer part designs.
- After the completion of the setup, the molding machine heats the mold’s cavities to the appropriate temperature and applies the appropriate clamping force. The mold closes in coordination with the machine’s injector, pump, and supply. The injection mechanism then pushes the material into the mold cavities.
- A combination of heat and pressure applied to the liquid silicone rubber cures the material until it solidifies. Upon completion of the cycle, the mold opens for the demolding of the parts. The parts are removed and separated with an automated robotic parts removal system. In less sophisticated manual molding operations with smaller production runs, a worker removes the parts.
- After the demolding and parts removal process, if post-molding secondary operations are required, these processes are performed after the molding is complete. Secondary operations could include slitting, printing, marking, assembly, or post-curing. Some advanced molders automate these steps and perform the value-added secondary processes immediately upon the parts removal from the mold. The molded parts are robotically removed from the molding machines and delivered to a designated station for completion of the secondary process, within the same manufacturing cell.
The molding of LSR components requires advanced technology, a robust quality system, and creative problem-solving. Your manufacturer must have the expertise to meet this challenge, as it is critical for your production process and the quality and performance of your end-product.
Benefits of Injection Molding
The advantages of injection molding include:
- High-volume production: Advanced LSR materials offer manufacturers the opportunity for cost-effective, high-volume production of complex liquid silicone injection molding parts.
- Low chance of contamination: The molding machines used in the liquid injection molding process are automated, reducing human interaction with the material, whereas the compression molding process of silicone rubber gum is very labor-intensive. The chance of part contamination in LIM is further reduced with liquid injection molders that have fully-automated, hands-free manufacturing operations. For products with hygienic production requirements, ISO-certified clean rooms provide an environmentally-controlled manufacturing environment with strict sanitary protocols.
- Quick cycle time: The cycle time for LSR components depends on the following elements: the temperature of the mold, the material when it reaches the mold, the geometry of the component, the general vulcanization characteristics, and the chemistry of the curing material. Two-part, platinum cured LSRs allow for faster curing by preheating the injection barrel and cold runner to 40-80 degrees Celsius.
- Eliminates flash and waste: Because the molds have minimal material runners and operate flashless, material scrap is virtually eliminated
- Enhanced safety: The automation options make it unnecessary for operators to enter the molding area. Parts are removed and transported from the injection-molding machine with robots, chutes, or conveyor belts, which eliminate handling and the chances of burns or other safety concerns.
LSR Quality Standards
Whether it’s product design, tooling, prototyping, or parts production your silicone rubber molding manufacturer must have the capabilities to satisfy the most demanding specifications and an unwavering commitment to delivering the quality you expect. Quality standards for liquid silicone rubber injection molding should include a robust quality system consisting of problem-solving tools and quality protocols that include:
- Advanced Quality Planning
- Custom Validations and Qualifications
- Control Plans
- Customized Procedures
- A Wide Array of Metrology Capabilities
Early quality planning, visual inspections, and material and part testing will help assure quality. ISO certifications such as ISO 9001, ISO 13485 for the medical industry and IATF 16949 for the automotive industry provide further assurance your LSR parts manufacturer has the quality systems in place and the commitment to quality needed for delivering consistent quality parts.

Custom LSR Solutions for Your Business
SIMTEC was an early pioneer in LSR injection molding and ranks among the top silicone injection molding companies globally. We have produced billions of liquid silicone rubber parts since 2002 and we offer our customers a full portfolio of value-added services from prototyping through high-volume LSR, LSR multi-shot and LSR over-molded parts production, to inline value-added secondary processes. Our 20 years of experience, advanced LSR molding technology and ISO 9001, ISO 13485, and IATF 16949 certified quality allow us to offer you extraordinary solutions and consistent quality parts and service you can rely on.
For more information about LSR and LSR injection molding, download our informational guide to LSR. Contact us today to discuss how SIMTEC can offer a tailored solution to meet your specific product requirements.