PROCESS OF LSR VULCANIZATION
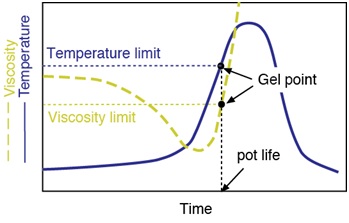
For design and processing of Liquid Silicone Rubber (LSR) parts, in the silicone injection molding vulcanization process, the curing and respective flow behavior must be known. The two components begin to cure immediately after mixing. During curing the chemical bonds formed release heat which causes a temperature rise. Increasing the temperature of the resin decreases the viscosity, allowing better mold flow and exhaustion of air bubbles.
Even though in the process of silicone injection molding process of LSR vulcanization, the temperature continues to rise, the viscosity begins to increase because additional curing forms higher molecular weight polymers. As soon as the gel point is reached, the resin loses its ability to flow. The viscosity or temperature limit is reached. An infinite network forms at this limit and is called the pot life on the time scale. Although the curing reaction continues, the cross-linking is hindered by the increased viscosity which decreases the diffusion rate. The chemical conversion at which the gel point is achieved is varying depending on the molecular structure of the resin.
In silicone injection molding, the curing is delayed while it flows through the cooled barrel. The viscosity decreases in the barrel due to shearing of the material and viscous dissipation. As soon as the material is injected, the viscosity increases because of the exothermic reaction and increased mobility of the resin in the heated mold. The drop in viscosity due to temperature increase is overshadowed by the increase of viscosity due to cross-linking. The curing process becomes the driving factor until the gel-solid transition is reached. After the gel-solid state is reached, viscosity stays on a constant high level.
[1] Osswald, T. A.; Baur, E.; Brinkmann, S.; Oberbach, K.; Schmachtenberg, E.: International Plastics Handbook; 4th edition, Hanser Gardner Publications, Cincinnati, 2006
[2] Lopez, L.: Modeling the Vulcanization of Liquid Silicone Rubber; Master Thesis, University of Wisconsin-Madison, 2004
At SIMTEC Silicone Parts, a leading company in manufacturing high precision parts and components, we are exclusively focused and specialized in the production of LSR and 2-Shot (LSR/Thermoplastic) components.
© SIMTEC Silicone Parts, Inc.
The information provided herein is to the best of our knowledge and it is believed accurate and reliable as of the date compiled. No representation, warranty or guarantee expressed or implied, is made as to the accuracy, reliability or completeness of the information provided herein. It is the user’s responsibility to determine the suitability and completeness of such information for the intended use. We do not accept liability for any loss or damage that may occur from the use of this information. Nothing herein shall be construed as a recommendation for uses which infringe valid patents or as extending a license under valid patents.