LSR PARTS
EXPANSION OR SHRINKAGE OF LIQUID SILICONE RUBBER (LSR)
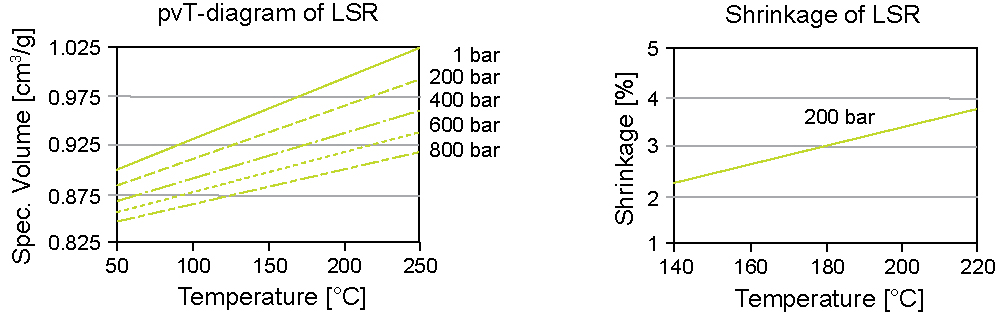
The density or its reciprocal, the specific volume, is important for the shrinkage during processing and is greatly affected by temperature and pressure. The specific volume is often plotted as a function of pressure and temperature, in what is known as a pvT diagram (see image on the left below for an example of a pvT diagram). The measurement is defined in ISO 17744.
With increasing temperatures, Liquid Silicone Rubber (LSR) expands. When pressure is applied, the overall specific volume shows a lower value, which means the density is higher. In addition, the expansion of LSR is less pronounced under pressure, which is shown by the decreasing slope of the curves with increasing pressure.
With regards to the shrinkage of LSR parts during processing, it has to be noted that LSR behaves differently than thermoplastic materials. Instead of shrinking, LSR parts expand in the hot mold; to compensate for the expansion, the volumetric filling of the cavity should be around 98 – 99%. The cavity is then completely filled by the expansion of the material. In addition to that, the holding pressure is not needed to counteract shrinkage; it instead provides counter pressure to prevent the LSR from being pushed out of the cavity during its expansion. After opening the mold, the LSR parts usually remain in the mold half with the larger surface area, instead of remaining on the positive side of the mold.
However, after demolding, the parts shrink about 2.5 – 3 % while cooling to room temperature. The impact factors on shrinkage can be summarized as follows:
- Tool temperature and demolding temperature
- Pressure in the cavity – this affects the densification of the material
- Location of injection point – the shrinkage in flow direction is normally higher than perpendicular
- The dimensions of the part– the shrinkage of thicker parts is lower than that of thinner parts (this is crucial for parts with wall thickness differences)
- Post curing – causes an additional shrinkage of 0.5 – 0.7 %
[1] ISO 17744: Plastics – Determination of specific volume as a function of temperature and pressure (pvT diagram) – Piston apparatus method; International Organization for Standards, 2004
[2] Osswald, T. A.; Baur, E.; Brinkmann, S.; Oberbach, K.; Schmachtenberg, E.: International Plastics Handbook; 4th edition, Hanser Gardner Publications, Cincinnati, 2006
[3] N. N.: Silicones Simplified; Dow Corning Corporation, 2009
At SIMTEC LSR Parts, a leading company in manufacturing high precision parts and components, we are exclusively focused and specialized in the production of LSR and LSR/Thermoplastic (Two-Shot) components.
© SIMTEC Silicone Parts, LLC
The information provided herein is to the best of our knowledge and it is believed accurate and reliable as of the date compiled. No representation, warranty or guarantee expressed or implied, is made as to the accuracy, reliability or completeness of the information provided herein. It is the user’s responsibility to determine the suitability and completeness of such information for the intended use. We do not accept liability for any loss or damage that may occur from the use of this information. Nothing herein shall be construed as a recommendation for uses which infringe valid patents or as extending a license under valid patents.