Processes to manufacture silicone rubber products must maximize efficiency while maintaining high quality products. There are different processes that can meet the needs of the fabricant. Here, injection molding and transfer molding are compared, and their advantages and disadvantages are presented.
SILICONE RUBBER INJECTION MOLDING
Injection molding is a process to produce high volumes of parts. In contrast to thermoplastics, silicone injection molding requires special treatments; an intensive distributive mixing must be done and a low temperature must be maintained in the plastification unit, while high temperatures are needed in the mold to promote vulcanization.
TRANSFER MOLDING
Transfer molding is a process similar to injection molding; in fact, in literature, it is considered a simplified injection molding. A pre-measured amount of unvulcanized silicone rubber is preheated and loaded in a chamber located at the top of the mold, called the pot. The material in the pot can be used in one or several cycles. A piston forces the silicone to flow and transfers it into the pre-heated mold through a channel called the sprue. The mold has the shape of the product, called the cavity, where the silicone rubber is vulcanized.
WHICH IS BETTER FOR YOUR PRODUCT?
To determine which process is better to generate certain products, several factors should be taken into account. As is mentioned above, both processes are similar and inserts (metal, fibers, ceramic) can be placed in the cavity before the polymer is injected/transferred to produce the parts. The differences begin with the machinery used: in contrast to an injection molding machine, a press applies the pressure to the piston in transfer molding. A press is cheaper than an injection molding machine, so the initial investment for transfer molding is lower. Even though both processes can produce products with complex geometries, the cost of the mold for transfer molding is lower because it does not require more complex systems that are used in injection molding (a complex expulsion system, for example). For this reason, the maintenance costs are also lower.
In addition, the cavitation of the molds used in both transfer molding and in injection molding are limited by the capacity of the press or injection molding machine, respectively. Typically, injection molding machines are able to accommodate more cavities. Having more cavities brings advantages in costs because it helps to decrease the unit price and also improves the efficiency of the process. One of the biggest disadvantages of transfer molding in comparison to injection molding is the preparation of raw material. With injection molding, the machine mixes and prepares the material to manufacture the product immediately; in transfer molding, it is necessary to prepare the material before placing it in the pot. This increases the time of the processing (cycle) and, consequently, the production costs. Both processes allow tight tolerances, but transfer molding has more waste than injection molding because the sprue is wider and also has air holes and overflow grooves which are not present in an injection mold.
These wastes are removed using additional processes (trimming, cryogenic, tumbling and precision grinding). The optimal volume of production for both processes is almost the same, but for transfer molding it is better for small and medium part sizes because the pressures obtained by the press are lower than with an injection molding machine.
All the information can be summarized as follows:
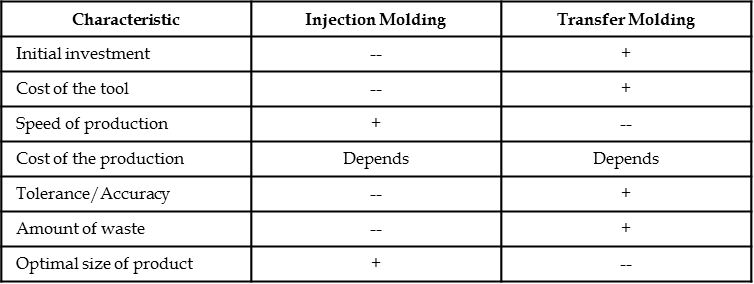
— disadvantage, + advantage
In conclusion, both injection and transfer molding can produce high quality products in similar fashions. However, injection molding is better suited for consistency in parts requiring precise intricacies, while transfer molding specializes in simpler molds with a faster tool build.