WHY MAKING PARTS FROM LSR IS THE ONLY OPTION?
Injection molding of Liquid Silicone Rubber (LSR) has existed and evolved over the past 20 years. Due to the thermosetting nature of the material, injection molding of liquid silicone rubber requires special treatment, such as uniform distributive mixing; in addition, the material must be maintained at a constant temperature up until it is pushed into the heated cavity and vulcanized.
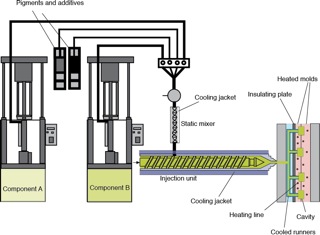
LSRs are supplied in drums or pail kits. With their low viscosity, these rubbers can be pumped through hoses and pipes to the injection equipment. The two separate components (labeled component A and B in the figure) make up a kit, and both components are pumped through a static mixer by a metering pump. One of the components contains the platinum-based catalyst. A coloring paste as well as other additives can also be added before the material enters the static mixer. In the static mixer, the components are mixed well and transferred to the cooled metering section of the injection molding of liquid silicone rubber machine.
The function of the static mixer is to homogeneously mix all three incoming materials, i.e., component A, component B, and a pigment (if required). This mixing process ensures consistent material dosage, and it initiates the vulcanization process a fraction of a second prior to the injection of the raw materials. This process is very accurate, especially in comparison with HCR. HCR materials are usually available as compounds – they are already pre-mixed and partially vulcanized. From the metering section of the injection molding machine, the compound is pushed through multiple cold runner systems into a heated cavity where the vulcanization takes place. The cold runner technology eliminates the waste of material. Cooling the material allows for the production of LSR parts with nearly zero material waste, thereby eliminating trimming operations and yielding a significant material cost savings, all while producing a flash free part – provided that a high precision, quality tool is being employed.
In contrast, HCRs are processed by transfer molding in higher cavity press molds; this results in less material consistency and control, which leads to higher part variability, even from within the same batch of material. Additionally, HCR materials are processed at higher temperatures, and they require a longer vulcanization time, which makes them less energy efficient, thereby negatively impacting the environment.
LSR’s excellent adhesion to plastics, and metals, allows it to be the ideal material for the two-shot and over-molding injection molding of liquid silicone rubber technology – also known as multi-shot or assembly injection molding. Two-shot injection molding of liquid silicone rubber allows for the combination of two materials – one with a cold runner and the other with a hot runner – directly in the same injection mold, thereby saving expensive assembly steps while allowing for the integration of multiple functional features in one ejected, finished part; this process makes consistency possible, and it ensures that every component will demonstrate the same required characteristics and performance.
[1] Osswald, T. A.; Baur, E.; Brinkmann, S.; Oberbach, K.; Schmachtenberg, E.: International Plastics Handbook; 4th edition, Hanser Gardner Pubilcations, Cincinatti, 2006
[2] White, J.; De, S.K.; Naskar, K.: Rubber Technologist’s Handbook – volume 2; Smithers Rapra Technology, Shawbury, 2009
[3] Schmachtenberg, E.; Johannaber, F.: Montagespritzgießen – Verfahrensprinzipien und Definition; Technical Conference Montagespritzgießen, Institute of Polymer Technology, Erlangen, Germany, Nov. 2007, p. 1-18
At SIMTEC Silicone Parts, a leading company in manufacturing high-precision parts and components, we are exclusively focused and specialized in the production of LSR and LSR/Thermoplastic (Two-Shot) components.
© SIMTEC Silicone Parts, UInc.
The information provided herein is to the best of our knowledge and it is believed accurate and reliable as of the date compiled. No representation, warranty or guarantee expressed or implied, is made as to the accuracy, reliability or completeness of the information provided herein. It is the user’s responsibility to determine the suitability and completeness of such information for the intended use. We do not accept liability for any loss or damage that may occur from the use of this information. Nothing herein shall be construed as a recommendation for uses which infringe valid patents or as extending a license under valid patents.