Liquid Silicone Rubber (LSR) is one of the most important synthetic elastomers, it is easily processed and has good properties. One of the most significant characteristics and advantage of LSRs over conventional elastomers is, that it is not necessary to form highly complex compounds to obtain optimal properties in the final product. However, depending on the requirements, for some applications it is necessary to improve certain properties. For enhanced mechanical properties, fillers are used for this purpose [1]. Although fillers were originally used to decrease the cost of a conventional rubber compound, a secondary effect of the filler additive was detected, the strength and toughness were also improved. To be effective, the reinforced fillers must have inherently high mechanical properties and create a strong interaction with the silicone rubber. The filler should have a large surface-area-to-volume ratio, or a small size and high proportions between the width and length. Particles that meet these conditions have nanoscale dimensions and can be flakes, fibers, spheres, and tubes [2]. The most common fillers with these characteristics are silica (precipitated and fumed), montmorillonite, carbon black, zinc oxide, titanium dioxide, glass, and graphene [1], and in some cases, carbon black (a common reinforcing filler in conventional elastomers). The pigments added to the material for color can also be considered reinforcing fillers. In fact, color compounds have different mechanical properties due to the added pigment fillers. In terms of ecofriendly materials, cellulosic fibers garnered much attention due to their low density, biocompatibility, origin, and biodegradability. They are employed in the form of microcrystalline cellulose (MCC) which is easily prepared by adding strong mineral acids [3]. The amount of the filler present in the compound has an impact on the bulk density, which is why it is necessary to find the optimal value without sacrificing the inherent low density of the silicone rubber.
In Figure 1, the stress-strain curves of a Liquid Silicone Rubber are shown with different quantities of fillers. The increase in the mechanical strength is evident, however also note the elongation (strain) of the compound is sacrificed.
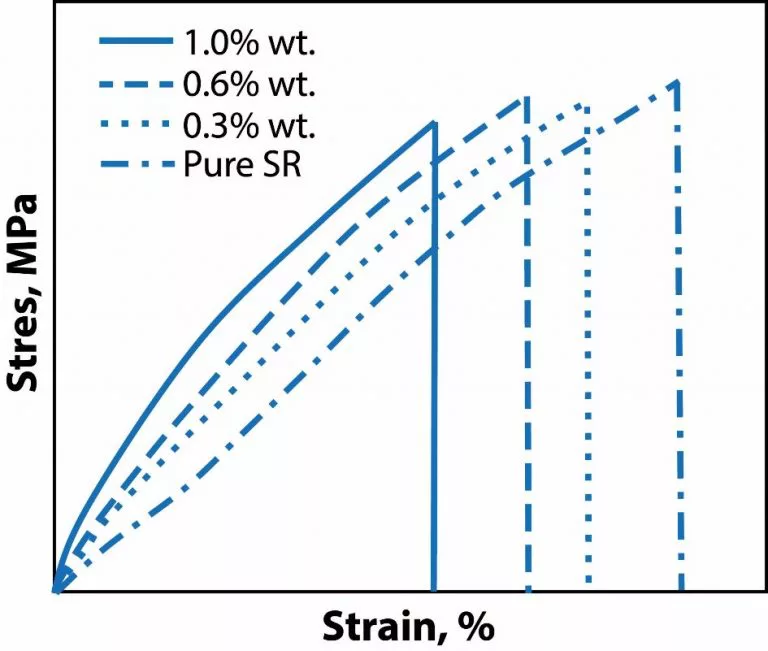
Figure 1. Stress-strain curves for a LSR compound filled with nanoparticles [4]
HOW FILLERS WORK?
As previously stated, the presence of fillers in a Liquid Silicone Rubber allows the material to attain high mechanical properties. The reinforcement effect is not the result of any single phenomena, process, or mechanism. Simply stated, the LSR compound is formed by two phases: rigid particles and the Liquid Silicone Rubber network (after curing) [5]. The rigid particles influence the mechanical behavior through surface or interfacial contact, which means the physical and/or chemical bonds (also called interfacial bonding) that are created between the particles and the LSR. Depending on their intensity (energy bond) and the nature of the bond, they are directly responsible for the increase in the mechanical properties. Normally, the interaction is physical, but the nature and shape of the filler and even the nature of the Liquid Silicone Rubber can create chemical interactions. As expected, the higher the interaction, the higher the final mechanical properties of the LSR compound. Also, other physical properties such as wettability and adhesion can be affected. But if the interfacial contact is low (or weak), the filler could have the opposite effect, it can cause stress concentrations and low load transfers resulting in poor mechanical properties of the compound.
If we could use a microscope to see what happens inside an optimal Liquid Silicone Rubber compound, the interaction “freezes” or stabilizes the location of the filler particle. A clear sign of this behavior would be the improvement of the dynamic mechanical properties, which is critical in most LSR applications.
Figure 2 shows the most accepted mechanism for reinforcement behavior. Before an external load is applied:
# 1: The chains that form the LSR are in an equilibrium state, (i.e., there are entanglements between them and possible molecular interactions could exist according to the nature of the LSR). Between the chains, there are reinforcing particles.
# 2 & #3: When the stress is applied, first the chain segments between the particles begin to move, and then the network begins to move to accommodate the changing conditions. Molecular rupture is prevented because of the redistribution of the stress between the deformed (stretched) chains, which causes the first part of the increase in the mechanical properties of the compound #4: This is called strain hardening. Here, the bonding between the fillers and the silicone chains creates additional movement restriction, which leads to the second part of the increase in the mechanical properties.
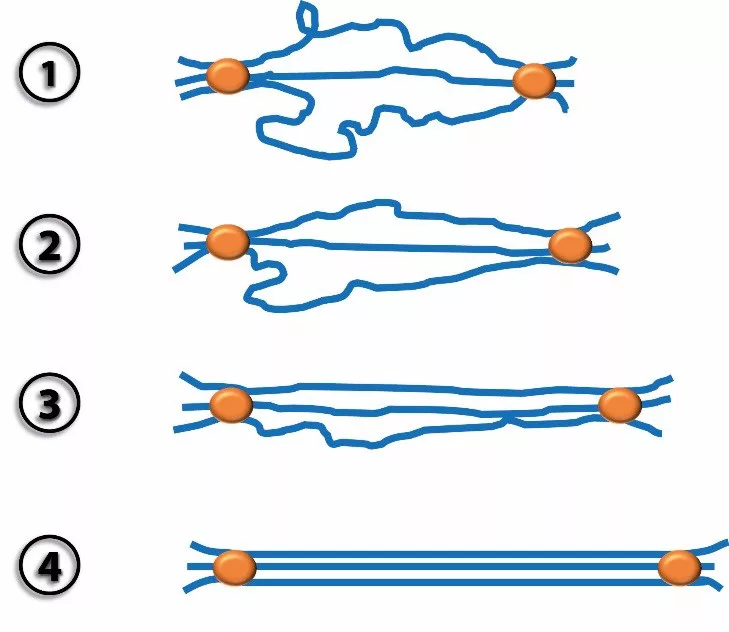
Figure 2. Reinforcement mechanism in Liquid Silicone Rubber [5]
MIXING REINFORCED LIQUID SILICONE RUBBER COMPOUNDS
In regards to mixing fillers with the LSR, you might ask what is preferred, dispersed particles or particles in clusters (particle agglomeration). The answer is, it depends on the mechanical response needed in the compound. Generally it is preferable to have particles of similar size homogeneously distributed throughout the composite. But sometimes, a controlled cluster size enables an increase in mechanical properties and easy processing of the material [6]. Figure 3 provides a graphical comparison of the reinforcement factor of particles and an optimal cluster size of the filler, silica, embedded in Liquid Silicone Rubber. For both, an increase in the amount of filler causes an increase in the reinforcement, but it is higher for the discrete particles than for the clusters.
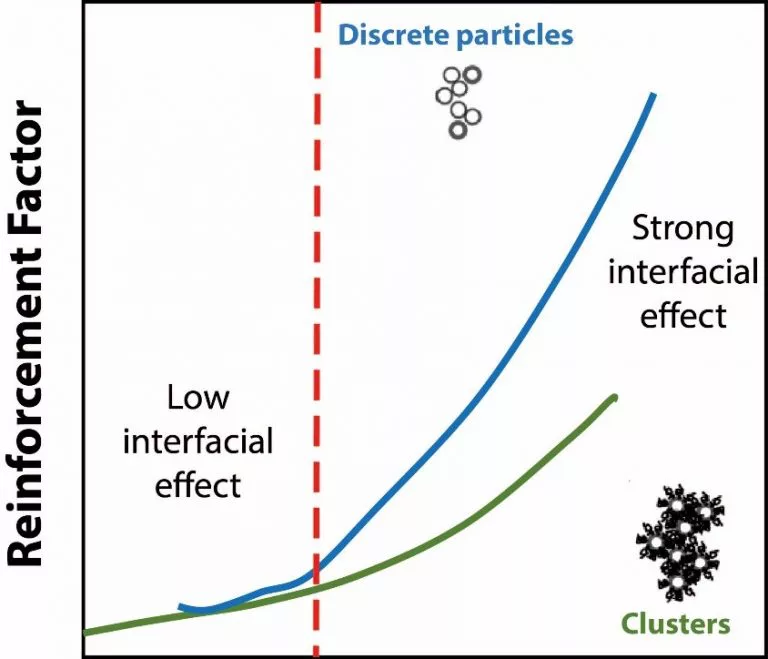
Figure 3. Comparison of reinforcement factor between discrete filler particles and clusters [6]
If the mechanical properties change, then the processing behavior, and the viscosity−a critical factor, will also be affected. The higher the amount of filler in the compound, the higher the viscosity, and the issue of mixing will need to be addressed. A disadvantage of using nanoparticles is that it requires the need to improve the dispersive and distributive mixing in the Liquid Silicone Rubber matrix, which leads to an improvement in the binding force between material and filler [1]. Fortunately, a variety of mixing methods have been developed to improve the mixing, such as:
- Melt compounding: The most common method for mixing Liquid Silicone Rubber compounds. The filler is added into an extruder where it is combined with the LSR material.
- Kneader dispersion: The filler and the LSR are put into a mixing chamber where rotors with a spiral annular design create shear to mix the compound. Temperature control is needed with this method.
- Ultrasonication coupling “rotation-revolution”: A centrifugal force of approximately 400 G is generated by rotation and revolution in opposite directions to make the LSR flow spirally for homogeneous mixing.
- Surfactant modification: Depending on the filler, a chemical compound is employed and deposited onto the filler surface resulting in decreasing the surface energy and thereby improves the aggregation of fillers. This method also increases the compatibility with the LSR.
- Chitosan salt or graphene assisted dispersion: Chitosan salt or graphene are used to avoid filler agglomeration through the dissolution of the LSR into a solvent which contains the modifier. The suspension is mixed and sonicated, and then allowed to solidify under vacuum.
PROCESSING REINFORCED LIQUID SILICONE RUBBER
Processing reinforced LSRs can be challenging. For example, when injection molding Liquid Silicone Rubber, even small changes in the filler particles’ transition temperature, softening temperature, and the curing behavior can cause significant production issues. For this reason, it is necessary to perform a previous characterization analysis and process simulation to clearly identify the changes in behavior, and make appropriate modifications in the processing variables [6]. Also, for injection molding and extrusion, it is necessary to include more mixer heads on the screw to avoid the formation of undesirable filler clusters which can result in a decrease in the final mechanical properties of the material.
The compounding of Liquid Silicone Rubber with fillers should be done carefully, especially with Nano-size fillers, taking into account the requirements of the final properties needed in the application. This will optimize the efficiency of the processing, the quality of the products, and the processing costs.
Choosing a reputable and experienced LSR molder like SIMTEC Silicone Parts, for example, is highly recommended. SIMTEC is regarded as LSR experts and one of North America’s largest LSR molder, specializing in high volume, precision LSR, two-shot, and multi-shot LSR solutions for their customers in the life science (medical, healthcare, infant care), electronics, automotive and industrial markets.