Ceramic and glass have long functioned as the material of choice for medium and high-voltage electrical applications, high-voltage insulators and lightning arresters. These materials have good resistance to electrical stress as well as outdoor exposure without suffering significantly from deterioration. The transmission/distribution industry and international standard bodies have thoroughly discussed the advantages and disadvantages of these materials. Their shortcomings include contamination and the inability to handle certain stresses. These concerns have led to significant innovations in material science, especially as it relates to insulative materials and silicone rubber’s electrical conductivity.
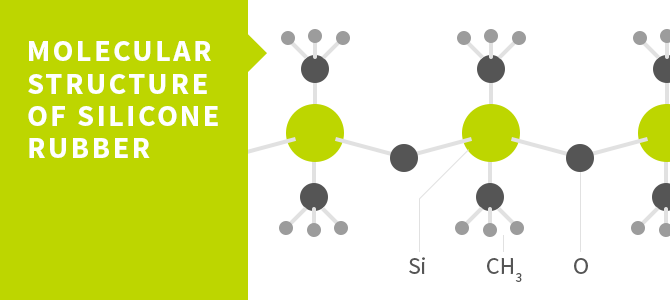
Silicone rubber is a thermoset that has a molecular strucondcture consisting of an alternating silicon and oxygen backbone with vinyl or methyl side groups. In the 1940s, after Dow Corning engineers demonstrated the thermal stability and high resistance of silicone resins, silicone rubber gained widespread commercial acceptance. One of the earliest applications of silicone occurred in the electrical industry, where utility companies used silicone electrical greases for insulator maintenance because they diminished the effects of pollution and flashover. Without regular maintenance and the use of these greases, the field service life of the insulators would only last from a few months to three years.
One of the major pitfalls of electrical grease, however, was the inability to predict the insulator’s end of service life with accuracy. This challenge fueled the development of a silicone manufacturing process that utilized a fine particle known as alumina trihydrate (ATH) to improve arc resistance, which was contained in the silicone polymer and naphtha solvent carrier. ATH provided a highly hydrophobic surface and an additional layer of protection for cooling the surface during periods of high electrical activity. By the 1960s, Dow Corning had successfully introduced high consistency rubber (HCR) into the marketplace. HCR not only improved upon these electrical characteristics but also had better resistance to arcing.
Today Liquid Silicone Rubber (LSR) technology, introduced in the 1970s, offers more features and benefits in comparison to other material options. LSR has the processing characteristics commonly seen in thermoplastics as well as the properties unique to thermoset materials. In addition, liquid silicone rubber provides manufacturers the ability to produce a high volume of small parts fast. By the early 1990s, many companies began taking advantage of LSR and its exceptional properties to provide coatings for cables, cable accessories, and other applications.
LIQUID SILICONE RUBBER PROPERTIES AND BENEFITS
By employing a platinum-catalyzed reaction, liquid silicone rubber cross-links without the creation of volatile byproducts. This cross-linked framework is the attribute that makes LSR capable of retaining its properties over an extreme range of temperatures. The extremely strong bond created by the silicone and oxygen atoms prevents the polymer from degrading at temperatures of up to 250° C (482° F).
Although this molecular structure does not allow LSR to be reshaped or easily recycled once cured — it would require a significant amount of energy to transform and break apart the structure — it does deliver the following features and benefits:
- Efficiency — LSR is very versatile and convenient — attributes that make it an attractive material option for designers of electrical applications. Compared to other elastomers, LSR flows easily and can be molded using significantly lower amounts of energy, which simplifies the manufacturing process and makes it more cost efficient. LSR formulations also exist that provide greater chemical resistance along with a larger operating temperature range.
Liquid silicone rubber comes in a ready-to-use compound that suppliers can formulate with other materials to meet complicated specification requirements. The continued growth and development of LSR makes the material indispensable for complex, high-tech applications across many different types of industries.
- Reliability — The variety of formulations for curing, molding, and manufacturing enables LSR to help companies streamline the manufacturing process while assuring consistency and quality in production. Like other silicones, LSR does not generate undesirable odors or byproducts, which could contaminate the water or air.
- Performance Processors — Liquid silicone rubber provides manufacturers a material solution that is easy to cure and easy to manufacture. LSR is also cost-effective and yields consistent quality. LSR outperforms many other organic elastomers because of its broad array of physical, mechanical and chemical properties, including:
- Flexibility
- Tear strength
- Tensile strength
- Elongation
- Durometer range
- Transparency
- Chemical resistance
- Inertness
- Bacteria and mold resistance
Liquid silicone rubber consistently maintains its electrical properties, even when subjected to environmental conditions such as temperature fluctuations and moisture. These attributes attest to silicone rubber being a great insulator for high-voltage components, transformers and other electrical equipment.
WHY USE LSR FOR ELECTRICAL APPLICATIONS?
Manufacturers across a variety of industries are looking for eco-friendly materials for the manufacturing of electrical and electronic equipment. These material solutions need to improve the functionality and performance of the insulators as they become increasingly smaller, lightweight and more reliable. Liquid silicone rubber is not only consistent and dependable over a longer range of time, but it is also cleaner and safer than its competitors.
The primary purpose of an insulating material is both to separate conductors without transferring a current from one material to another and also to protect people from energized wires and other components. Over time, electrical insulation can deteriorate due to the number of stresses from electrical, mechanical and environmental elements, which affects the service life of the material. However, the most devastating physical threats to insulators are mechanical loads, ultraviolet radiation and vandalism. Airborne pollutants can also cause serious issues because they can land on the surface of insulators, which could lead to leakage, dry band arcing and flashover. In addition, windblown dirt and sand can cause ceramic glaze to deteriorate. More durable liquid silicone rubber provides surfaces that are less prone to erosion from such abrasive particles.
For external applications, one of the main concerns involves the airborne contamination that settles on insulated surfaces. Often these contaminants are the product of the local environment, such as the presence of ocean fog or salt spray in the coastal regions. Industrial factors and other sources can also compromise insulation material, reducing its water resistance and diminishing its overall electrical performance. Similar to ceramic designs, applications manufactured from liquid silicone rubber are also subject to the buildup of contaminants.
LSR grades formulated specially for electrical applications offer a number of advantages over traditional materials, including:
- Water Resistance, or Hydrophobicity — Instead of spreading out on silicone, water forms into droplets. This increases the reliability of the device because it minimizes the risk of flashover caused by contaminated surfaces.
- Improved Elasticity — LSR has excellent elasticity that maintains over a large temperature range, enabling the installation and operation of components at sub-zero temperatures.
- Resistance to UV Radiation — The molecular structure of LSR makes the material permanently resistant to high doses of UV radiation, which makes silicone an excellent choice for external applications.
- Low Flammability — Silicone rubber will only ignite at extremely high temperatures. It is ideally suited for hospitals, high-rise buildings, ships, trains, subway systems and other locations that have strict fire safety standards. Silicone will not release halogens or toxins in the event of a fire.
- Dielectric Characteristics — Compared to other insulating materials, LSR exhibits very high electrical resistivity and superior dielectric strength, which is practically unaffected by high temperatures. These properties ensure a longer service life for silicone compared to other insulating materials operating in similar environments.
The long-term thermal stability of LSR ensures that insulating materials continue to operate in higher temperatures, which leads to the better utilization and optimal use of transformer capacity. Manufacturers have succeeded in developing many forms of silicone, from fluids and gels to polymers and compounds.
The ability to formulate and customize a variety of grades makes it possible to take advantage of liquid silicone rubber’s electrical properties for conformal coating, potting and gluing applications.
ELECTRICAL APPLICATIONS FOR LIQUID SILICONE RUBBER
The unique combination of silicone’s properties, such as conductivity, hydrophobicity, thermal stability and durability make liquid silicone rubber a suitable material solution for a broad range of electrical applications, including:
Silicone Insulators
Electrical, mechanical and environmental stresses have an effect on the service life of electrical insulators, but the greatest threats to the insulators are the mechanical loads. Airborne pollutants and moisture can form a conductive film, leading to leakage currents and dry band arcing. This eventually leads to contamination-based flashover, which causes a fault in the electrical circuit. As the surface of the material loses its hydrophobicity and resistance, leakage currents increase.
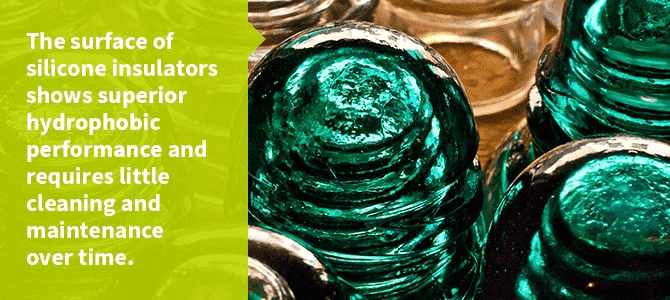
One of the primary properties desired for electrical insulators is hydrophobicity in polluted environments. The hydrophobic properties of insulators decrease as the surface ages because of the electric activity that results from wetting and pollution. The surface does, however, recover during inactivity. Instead of forming a continuous film, the water on a silicone insulator remains as droplets. Ultimately, the surface of silicone insulators shows superior hydrophobic performance and requires little cleaning and maintenance over time.
Silicone Coating for Insulators
Standard insulators have a higher failure rate as the rate of pollutants increase. Insulators that have failed due to pollutants are able to be returned to reliable operation by applying a silicone coating to the surface. Traditionally companies will apply a pollution layer and an insulator, which consists of glass, porcelain or an epoxy resin. These material options, however, can lead to pollution flashover. Although pollution flashover can be mitigated through regular maintenance, insulators using a silicone coating offer a more attractive, cost-effective, and long-term solution. Silicone-coated surfaces lengthen the service life of existing installations and promote more efficient resource management.
Cables/Cable Accessories

Cables and cable accessories are exposed to harsh outdoor and underground environments, which necessitate exceptional insulating characteristics. Liquid silicone rubber can be used for such accessories, including cable joint terminations and connectors, to ensure that the connections are made permanently secure. The favorable stress/elongation ratio of LSR and its excellent resilience enable the insulating element to fit perfectly onto the cable wires without gaps. The product also remains highly and permanently elastic over a wider range of temperatures. The long-term electrical behavior of silicone rubber ultimately makes it the perfect insulating material for cable accessories because of its outstanding hydrophobic properties and excellent thermal resistance.
Silicone Cable End Terminations
Liquid silicone rubber is used to fabricate two types of designs for cable end terminations:
- Push-on design: This termination design has a polyethylene (PE) ring that functions as a space holder until placement. It utilizes silicone with a durometer range from 35 to 50 Shore A.
- Cold shrink design: This technique utilizes softer silicone rubber, which has a hardness level of 25 to 30 Shore A.
Manufactured without the use of a chemical bond between the terminal and the cable, the insulation relies on the elastomeric properties of the silicone in order to prevent trapped air in the high electrical field area as well as around the perimeters of the cable end.
Fire Safety Cables
One of the most important requirements of any fire safety cable is to ensure that the electrical system continues to function, notably the power supply signal transmission. In the event of a fire, cables made of liquid silicone rubber ensure that the power supply remains intact.
Cable Sleeves
Cables enclosed within an LSR sleeve benefit from the silicone’s innate properties, including electrical insulation, heat stability, abrasion resistance, fire retardancy and excellent long-term flexibility.
Contact a SIMTEC Representative
Silicone rubber’s electrical properties make the material an attractive solution for both the manufacturing and maintenance of electrical devices and equipment. Silicone’s unique surface characteristics make it extremely suitable in environments that have moderate to high pollution levels, and the electrical properties also enable this material to reduce surface leakage currents, dry band arcing and flashover. Contact a SIMTEC representative for more information.