Injection molding is the most common manufacturing process for the production of Liquid Silicone Rubber parts. The biggest advantage injection molding offers is its quick fabrication of parts, regardless of the size, complexity or application [1].
WHAT HAPPENS DURING THE INJECTION MOLDING PROCESS FOR OPTICAL LSRS
When using Liquid Silicone Rubber (LSR), the two components of the LSR material are transferred to the injection machine using a pneumatic pump. In the machine’s mixing head, the two components of the material are combined, and this is the location where a color can also be introduced if applicable. There are several static mixer sections in the mixing head to ensure the material components are well combined with the appropriate mix of the LSR material and additives.
After the optical LSR material is well combined, it travels from the mixing head and passes through a screen to eliminate contaminants or prematurely cured material. The LSR material is now ready to be injected, however, at this point there is not sufficient pressure needed to enter the injection unit [2]. Pressure regulators such as ball check valves are employed. These additional steps are what differentiate injection molding Liquid Silicone Rubber from injection molding thermoplastics. Because of the low viscosity of LSRs, it is difficult to control backflow by the non-return check valves [2].
During injection, the optic LSR enters the hot mold which is maintained and controlled between 160°C and 200°C. Most of the crosslinking occurs inside the heated cavity. The expansion of curing eliminates the need for the post-pressure stage that is common with thermoplastic injection molding. After injection and curing, the mold opens and the part is removed from the mold (demolded) using ejector plates. Due to the flexibility of Liquid Silicone Rubber, ejectors pins commonly used when injection molding thermoplastics, cannot be used with LSRs because they could damage or rip the part. Figure 1 illustrates the LSR injection molding and the viscosity profile during the process.
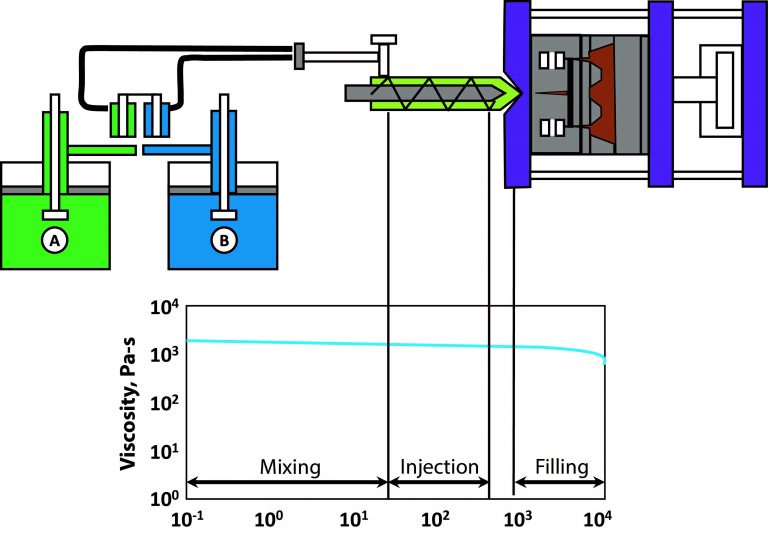
Figure 1. Schematic of LSR injection molding [2]
When injection molding optical LSRs, there are slight differences that greatly affect the performance of the final product. First the injection, there are two options: (1) plunger style injection molding or (2) an LSR injection machine. Plunger style injection molding machines are ideal for processing optical materials. The differences between the two types of injection is the injection speed and pressure. With plunger style injection molding, the injection speed and pressure are lower due to lower viscosity (which is independent of the shear rate). The injection pressure is lower when processing optical LSRs because of its lower flow resistance compared to thermoplastics, eliminating the need for a pressure profile during the mixing, metering and injection stages. In the LSR injection molding machine, an optical grade liquid silicone rubber can be processed, but some issues must be considered such as the use of check valves, and the flash generated in the final product due to high injection pressures [3].
For Optical Liquid Silicone Rubber grades, the mold must also be heated, which furthermore reduces the viscosity of the resin before it begins to cure. This is an advantage as it allows for the perfect reproduction of the mold surface. Once curing begins, the viscosity increases exponentially, counteracting viscosity reduction caused by temperature, as shown in Figure 2 [2]. Material shrinkage may occur at the end of curing, but it is normally uniform and does not cause problems in the final application.
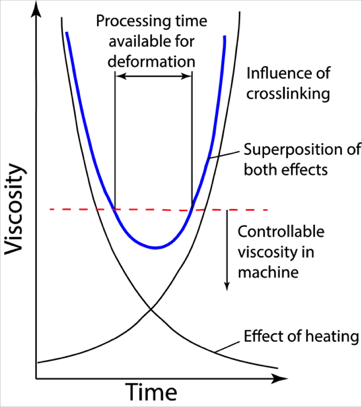
Figure 2. Effect of temperature and viscosity in the curing of Liquid Silicone Rubber [2]
MOLD DESIGN CONSIDERATIONS WITH OPTICAL GRADE LSRS
Due to these effects discussed, mold design is critical: It is important that surface imperfections are eliminated. Optical grade liquid silicone rubber reproduces every feature on the mold surface. Furthermore, good surface quality will improve the refractive index of the product. According to the Society of Plastics Industry (SPI), the mold surface should be SPI-A2 which is achieved with a Grade No. 2 Diamond Buff, obtaining a roughness between 1 and 2 mm Ra [3], which will produce a very shiny surface finish. The disadvantage of having this kind of surface is the increase in the ejection force. Although the mold design conditions for liquid silicone rubber indicate that the parting line would coincide with the venting areas, for optical grade LSRs it is recommended that the venting zones always be in the upper part of mold due to the low viscosity of the resin [2]. Additionally, if flash can’t be avoided, the parting line should not occur on the technical surface (surface which is “in contact” with the application). For example, in bulbs if there is flash, it must be on the inner surface [6]. The gate in optical products is also critical because it cannot affect the refractive index, or be in the incident surface of the product. Depending on whether using cold or hot runners, different technologies should be applied. If a cold runner is used, a tunnel gate located at the parting line is suggested to be as “invisible” as possible. However, if a hot runner is employed, needle shut off nozzles are preferred.
One of the biggest advantages of optical grade LSRs is that negligible internal stresses are generated during the cooling stage, even when manufacturing thick parts. Residual stresses will negatively affect the refractive index of the product. After cooling, the LSR part is ejected. It is important to point out that the ejection system must be designed tight enough to prevent leakage or flash.
PART DESIGN CONSIDERATIONS WITH OPTICAL LSRS
The differences in processing optical grade Liquid Silicone Rubber and its behavior also changes the design conditions of the part to be manufactured. The advantage of its low viscosity is its ability to reach thin areas and fill small voids. This gives the product designer greater freedom when creating fine features for function or cosmetics. It also allows for molding thinner walls than can normally be produced with other resins. However, with mold wall reductions, higher injection pressures require machines with more power. Hence, the critical or minimum wall thickness suggested for optical grade Liquid Silicone Rubber is around 0.010 in (0.25 mm) [4]. Below that, tolerances or variations of dimensions must be considered, and for optical grades must be as close and as precise as possible [5]. These tolerance restrictions increase the need to have viscosity and PVT behavior data for the LSR as accurate as possible. Due to the inherent high flexibility of Liquid Silicone Rubber, draft angles and undercuts are not required, however the necessary force must be exactly calculated, so as not to exceed the maximum elongation and tear resistance of the material [6]. Radii and fillets are always suggested, not only to improve the appearance of the product but also to reduce mold production costs, as sharp edge requirements increase mold manufacture costs.
REFERENCES
- custompart.net
- dowcorning.com
- Journal of Reinforced Plastics and Composites
- momentive.com
- silbione.com
- mddionline.com