Silicone rubber is an inorganic polymer formed by silicon (Si), oxygen (O), carbon (C) and hydrogen (H). The main chemical chain, called the backbone, is formed by silicon and oxygen, which is why it is called siloxane. Carbon and hydrogen can be found in lateral chains as methyl (-CH3), vinyl (-CH=CH2), phenyl (-C6H5, also known as a benzene ring) or other groups (Figure 1). As with all polymers, silicone rubber needs a polymerization process to create the real material from SiOH monomers, which react with Me3SiOSiMe3 (where Me is a metal catalyst) to increase the chain length and with Me3SiO2 to end the chain. As a result of this process, the uncured silicone rubber contains chains with different lengths [1].
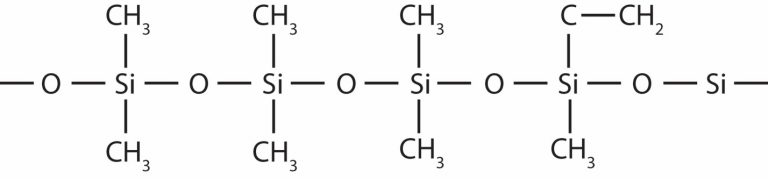
Figure 1. Chemical structure of silicone rubber [1]
To obtain the final properties that characterize silicone rubber, it is necessary to create chemical bonds between the backbones, which are called crosslinks. They are created through exothermic chemical reactions between the backbone and a chemical compound called a crosslinker. In silicone rubber, two compounds are generally used: peroxides and a catalyst based on platinum or tin. In the first case, peroxide is decomposed at elevated temperatures to create highly reactive radicals. At the same time, the organic chains (carbon and hydrogen-based chains or lateral groups) have enough energy to create a free space in the backbone, which is used by the radical [2]. Each radical end, that is, the decomposed peroxide, normally binds a different backbone forming the crosslink. When a platinum-based or tin-based catalyst is used, the reaction is activated by mixing. The catalyst reacts with the unsaturated (double) bond of the vinyl group, and it facilitates the formation of active sites (free spaces in the backbone). Therefore, this type of crosslinking is useful only for certain types of silicones. Additionally, the curing time with the tin-catalyst is long, but it can be reduced with a higher amount of the catalyst: the higher the amount, the lower the curing times. Depending on the silicone used, a crosslinker can also be employed. This is the most used compound to cure Liquid Silicone Rubber [3].
When silicone rubber products are manufactured, not only must the feasibility of the process be taken into account, but also the curing time should be considered, which is directly related to the thickness of the product. In fact, it is known that the curing time increases almost exponentially with each additional millimeter of thickness. In the case of using thicknesses outside design rules, that is, thicknesses higher than 1.0 in. (25.4 mm), it will be necessary to use methods to increase the speed of curing in order to optimize the productivity without generating degradation in the silicone rubber. Thermal degradation from excessive curing speed could cause an exponential decrease in the lifetime of the product, meaning the remedy was worse than the disease [4]. So, the answer it is not quite simple. Below, different methods will be explained that can be used to modify the curing speed according to the nature of the silicone, type of process, and final application. First, it is necessary to know which variables are involved in the curing. The composition of the silicone rubber, the nature of the crosslinker and catalyst, and the processing temperature, among others.
TIN CATALYST CURING
For liquid silicone rubber cured with a tin catalyst, it could be assumed that the tin catalyst does not respond to heat. Only the addition of more catalyst or the crosslinker will increase the speed of the curing. The higher the quantity of reactants used, the higher the amount of heat evolved during the curing process and the faster the curing process will be. The amount limit of the catalyst or the crosslinker will depend on the reaction temperature; if it is too high, it could cause degradation in the silicone rubber, so the final product would have lower mechanical properties than desired. The resultant temperature profile also depends on the thickness of the final product: the thicker the part, the lower the initial temperature of the reaction will be and the slower the temperature will be increased [5] due to the slower thermal conduction but after some time the overall temperature will be higher in comparison with standard thickness products.
PLATINUM CATALYST CURING
For liquid silicone rubber cured with a platinum catalyst, the increase of the processing temperature has an effect similar to increasing the amount to be cured. To optimize the speed in this case, in general, it could be said that for every ~10°C, the cure rate could be increased in approximately 20-25%. If the built-up temperature is not well controlled, the probability of degradation will be higher. It is recommended that if the processing temperature is increased, the amount of curing agent should not be increased at the same. First, it is necessary to analyze the effect of specific temperature on the cure speed and then, an adjustment of the curing agent.
UV CURING
A new technology can be used to increase the curing speed of the silicone rubber: UV curing. It was used for the first time in 2007 by Momentive Performance Materials where the extruded silicone rubber (Figure 2) was cured at room temperature; in general, however, a preheat is suggested to optimize the cure speed [6]. UV curing can be also used in injection molding (Figure 3). The silicone rubber structure used in this curing process has slight modifications in the backbone to facilitate bond breakage and a photosensitive catalyst is used. The UV area is between 320 and 400 nm and it is generated through gas discharge lamps. The variation of the final properties of the silicone rubber within 5% in comparison to the conventional curing silicone rubbers. The curing time can be as short as 0.5 seconds, although this time depends on the speed of the line, the process temperature, and the UV intensity. The advantage of this technique is that the curing speed is independent of the thickness. For example, for thickness of 100 mm, using a conventional process it takes 30 minutes or more, while with the UV curing it only takes five minutes.
Taking into account the previously information, it should also be said that there must be a balance between the mold filling, elimination of air entrapments, and the curing time. For that reason, a special pumping unit is necessary, which directly fills the mold and avoids early curing. Other options have a temperature profile in the mold (low temperature and then high temperature) and include additives to increase the scorch time of the silicone rubber. Even with this high curing speed, there is no risk of having under-curing, which would be a huge disadvantage in the final properties of the product, and, because the process occurs at room temperature, the typical sometimes uncontrollable increase in temperature will not be an issue. The disadvantage of this option is the initial investment is high because it is a highly automatized process, and the UV units can be expensive. However, this can be compensated with the high quality, reproducibility, repeatability, and flexibility of the process and products that can be made. For example, assembly with thermoplastics, adhesives, or other elastomers, and the possibility to be used in critical applications as encapsulation of electronic parts.
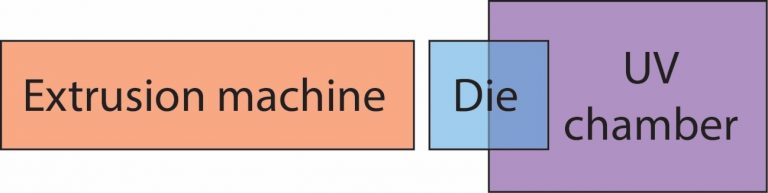
Figure 2. Scheme of silicone rubber extrusion using UV cure [6].
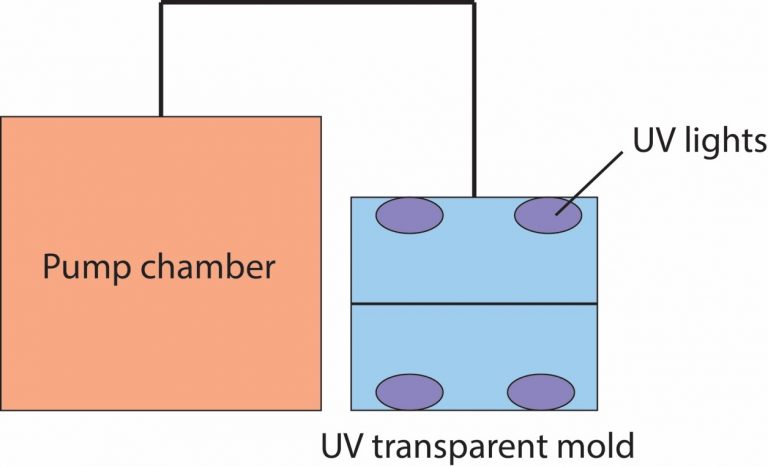
Figure 3. Scheme of liquid silicone rubber injection molding using UV cure [6].
Among the different options shown above, it is necessary to perform an analysis on which would be the most applicable for the silicone rubber to be used and the product to be made. If a new process is being calculated, the return on investment (ROI) and the quality of the final product must be considered.